10种常用的焊接方式,一次讲清楚
1. 焊条电弧焊
焊条电弧焊是焊工掌握的最基本的技能之一,如果技能掌握不到位,焊接的焊缝会存在各种各样的缺陷。
2. 埋弧焊
埋弧焊是利用电弧作为热源的焊接方法。由于埋弧焊熔深大,生产率焊接质量好。因为有熔渣的保护,熔化金属不与空气接触,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝。
3. 氩弧焊
给大家分享几条氩弧焊注意事项:
(1)钨针要经常磨尖锐,钝了电流不集中开花。
(2)钨针与焊缝的距离近了就粘在一起,远了就弧光开花,一开花就烧黑,钨针快秃头,对自己的辐射也强。以近些为好。
(3)开关的控制是艺术,特别是薄板焊接,只能一下一下点,这不是自动移动和自动给丝的自动焊接机器,连续烧就穿。
(4)要给丝,这是有手感的,高级的焊丝,是用剪床将304板剪下来的。
(5)尽量在通风条件下工作,配备皮革手套、服装和自动变光面罩。
(6)要将焊枪的陶瓷头遮挡弧光,具体就是焊枪的尾部尽量朝向自己的脸部。
(7)你能对熔池的温度、大小、开关的动作有直觉和预感,就是高级技师了。
(8)尽量用黄色或白色标记的钨针,这样对手艺的要求高。
4. 实操演练
气焊(英文为:oxygen fuel gas welding,简称:OFW),是利用火焰对金属工件连接处的金属和焊丝进行加热,使其熔化,达到焊接的目的。常用的可燃气体主要是乙炔、液化石油气和氢气等,常用的助燃气体为氧气。
5. 激光焊
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。
20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
6. 二保焊
有焊工师傅认为二保焊最简单,因为它最容易上手、最容易学习。一般一个完全没接触过焊接的新手,如果有个师傅教他个两三小时,基本上简单的位置焊接可以操作。
二保焊学习有几个重点:手要稳,电流电压调会调,焊接速度能控制,手势这个自己多看点视频也能掌握个差不多,然后掌握焊接顺序,基本上能应付一大半的工作要求。
7. 摩擦焊
摩擦焊,是指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。
在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
摩擦焊通常由如下四个步骤构成:
1)机械能转化为热能;
2)材料塑性变形;
3)热塑性下的锻压力;
4)分子间扩散再结晶。
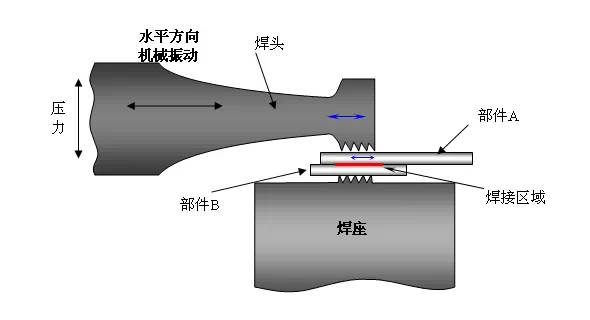
8. 超声波焊
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。一套超声波焊接系统的主要组件包括超声波发生器、换能器、变幅杆、焊头三联组、模具和机架。
9. 软钎焊
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。根据焊接温度的不同,钎焊可以分为两大类。焊接加热温度低于450℃称为软钎焊,高于450℃称为硬钎焊。
10. 硬钎焊
硬钎焊属于高温钎焊工艺。大多数硬钎焊温度在1200~1400F°,(比软钎焊的温度高得多,但比熔焊的温度低得多)。与软钎焊一样,硬钎焊依靠毛细作用使接缝填满钎料。有许多不同种类的硬钎料合金,可以用来焊接几乎任何种类的金属或金属合金。
URL: http://www.gddiangong.com/index.php/tezhong/ronghua/224.html
文章来源:http://www.gddiangong.com/index.php/tezhong/ronghua/224.html(转载请注明出处)

东培学堂小程序
