年轻焊接工程师和焊工不知道的知识点
焊接实例:容器直径为2.5m,壁厚为16mm,坡口钝边为3mm,两坡口组对所成角度为65度,组对坡口间隙小于3mm,组对定位焊点在坡口的外侧,定位焊缝长度为60~100mm;选焊条为E5016,焊条直径为4.0mm,电流调节范围为170~180A。其第一层走弧位置如图所示。
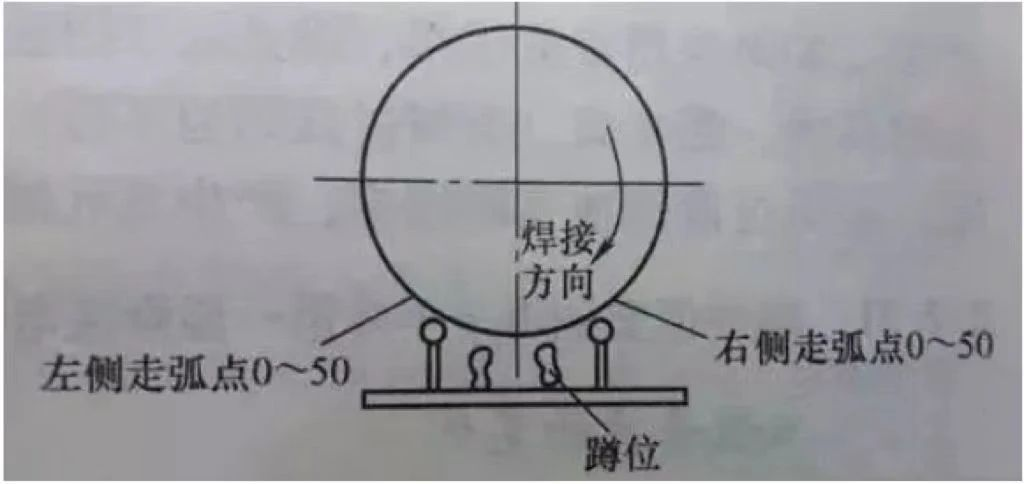
(1)走弧位置在容器内中心线的左侧50mm内。首先,坡口间隙在2mm之内,熔渣呈缓慢漂浮状,熔池熔化温度过低,电弧前移方向熔渣堆积量过多。其产生原因是电流没有根据走弧位置及坡口间隙的大小做正确调节。在爬坡位置熔渣的浮动受阻,熔池的温度过低。防止措施是在坡口间隙较小段焊接时走弧的位置应选在坡口右侧10~50mm处,并适当增大电流值,电弧行走时应压住电弧后稍做前移,并采用直线型云条方式。
其次,坡口间隙在2~3mm之间,熔渣呈漂浮状灵活浮动,熔渣大部溢流到坡口的间隙处,熔池的裸露面清晰,熔池的流动平缓。
(2)走弧位置的容器内中心线右侧50mm内。首先,坡口间隙在2~3mm之间,金属液裸露面呈下塌状滑动,有坠瘤迹象,熔池两侧的成形过薄。其产生原因是坡口间隙在右侧20~50mm段时,过渡熔滴金属快速滑动使较大间隙处金属堆敷,熔池的成形温度过高。防止措施为在坡口间隙较大时,金属熔滴的过渡宜选在过左侧中心线20mm和过右侧中心线10mm段,使熔池前移时部分金属液倒流,同时适当减小电流,避免电弧的吹扫线过多进入熔池的中心位置。
其次,坡口间隙在2mm之内,熔池熔渣浮动灵活,电弧的前移与外扩有明显熔化痕迹,熔池的裸露面清晰,焊波平缓。
碱性低氢型焊条平焊第一层焊前有哪些准备工作?
(1)焊前应对焊槽内的油污等用火焰吹扫,对于坡口的较大间隙段、焊槽外定位焊缝内侧的焊瘤处,应采用砂轮打磨。
(2)焊条需经350~380度、恒温1h的烘干处理,焊条应放入保温筒内随用随取。
(3)焊接电流选用直流反接,焊条接正极,焊件接负极。直流反接时,焊条是阳极,熔池是阴极,焊条熔化的速度快,熔深较小。电弧的吹力柔软,燃烧稳定,金属过渡熔池飞溅较小,可避免氢气孔的产生。如果采用直流正接,焊条处于阴极,焊件处于阳极,焊件熔池区熔深大,温度高,金属过渡熔池不稳,电弧的吹力较大,燃烧不稳定,金属过渡熔池飞溅增多,产生气孔倾向增大。
碱性低氢型焊条平焊第一层焊接电弧有何变化规律?如何控制?
(1)电弧长度的变化 首先,焊条未熔端与焊件之间的长度超过焊条的直径。电弧对熔池吹扫使熔池的外扩面增加,熔渣的浮动迅速,熔池的裸露点呈小圆圈状气孔。熔池表面的平整度难以控制。坡口间隙较大时,金属熔滴很难形成过渡。
其次,过短。焊条脱落端贴浮于熔池的表面,电弧向熔池的推进频繁粘结,熔池过渡模糊,熔池呈半熔化状态。
最后,时短时长。焊条脱落端与焊件之间的距离时短时长,熔池成形不稳定。坡口间隙较大时长弧进入熔池,易形成下塌、坠瘤、气孔等缺陷。电弧过短时进入熔池,产生夹渣、熔池成形薄厚不均等缺陷。
(2)电弧长度的控制 电弧进入熔池的长度,应为焊条直径的1/2~3/4。此长度范围能使金属熔池在电弧的保护下顺利过渡进入熔池,并形成保护,避免将空气卷入熔池中形成气孔。电弧长度变化的控制应掌握以下三点:
第一,保持合适的焊接位置,使身体重心稳定。
第二,电弧续入和运条时应使电弧长度保持不变,避免触弧端颤动。
第三,随时观察熔池成形高度的变化,适当调节电弧的长度。
URL: http://www.gddiangong.com/tezhong/ronghua/152.html
文章来源:http://www.gddiangong.com/tezhong/ronghua/152.html(转载请注明出处)

东培学堂小程序
